Indirect Metal Laser Sintering: features of the technology
Twelve years ago, DTMcorp of Austin developed one of the popular methods of three-dimensional printing – Indirect Metal Laser Sintering (IMLS).
Such printing applies a powder mixture or powder coated with a polymer. In this case, the polymer acts as a binder, which makes the product strong and ready for heat treatment. The heat treatment consists of several stages:
- polymer flashing off;
- framework sintering;
- impregnation of the frame with a metal binder.
Technology of Indirect Metal Laser Sintering
The melting point of the polymer varies from 400 to 650 degrees Celsius. After flashing off, porous structure is almost 40%. During impregnation, the special furnace is heated to 100-200 degrees Celsius (higher than the melting point of the impregnation). This is necessary for reducing the contact angle of wetting with increasing temperature and reducing the viscosity of the melting.
Most often, impregnation for objects is done in a backfill of alumina. It acts as a supporting frame, since during the period between flashing off and formation of a strong coupling of particles there are risks of the object deformation.
Various metals and alloys that has the following features are used as impregnation:
- absence of interphase interaction;
- small contact angle of wetting;
- melting temperature of the material should be lower than the temperature of the base heating.
If these characteristics do not match, negative processes can arise, such as the creation of high-melting compound or transformation of solutions into a solid form. This can lead to a suspension of the impregnation stage or to an incorrect construction of the product.
Advantages and disadvantages IMLS
This method of 3D printing has only one disadvantage: the lack of the adjustment of the high-melting phase of the base material. The amount of its content in the finished item depends on the density of the powder, which can be made from different materials with different densities.
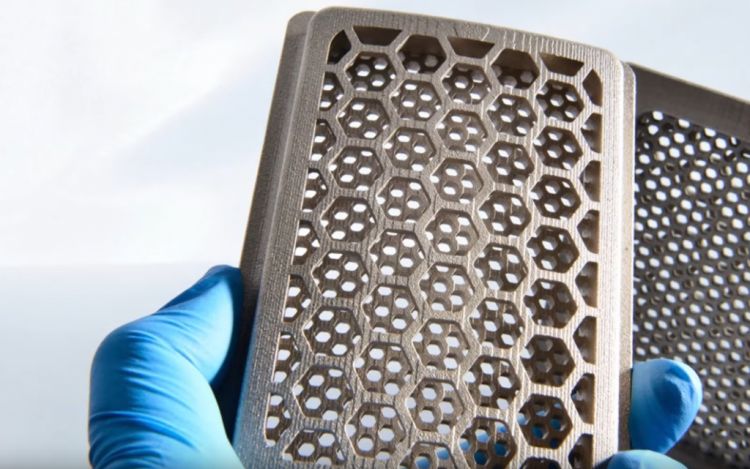
Consumables
Powders of metals, ceramics or their mix are used for indirect laser sintering. The powder mixture is made from polymers by a standard mechanical method. In a percentage ratio, the polymer accounts for 2-3% of the total weight.
Subscribe to the news of 3D Print Expo 2017 on Facebook and VK!